

Produced Water Evaporation Systems Built for the Toughest Conditions
Produced water represents one of the largest waste streams in the oil and gas industry. For every barrel of oil extracted, an average of three to ten barrels of produced water come to the surface, carrying dissolved salts, hydrocarbons, heavy metals, and naturally occurring radioactive materials. Managing this byproduct efficiently is not just an environmental obligation but a significant operational cost driver. At Evaporation King, we design and manufacture enhanced evaporation equipment specifically engineered to handle produced water with extreme total dissolved solids concentrations, reaching levels between 250,000 and 300,000 TDS that would cripple conventional treatment systems.
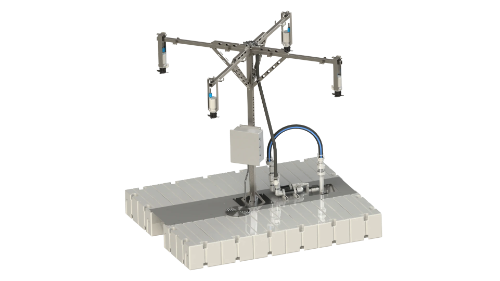
Our Gladiator series represents the pinnacle of mechanical evaporation technology for produced water applications. We are the only atomization system operating at the RPMs necessary to handle these challenging liquids. The droplet spectra our equipment generates creates an ultra-fine water vapor that maximizes surface area exposure to ambient air, dramatically accelerating evaporation rates while solving all of the pain points associated with traditional disposal methods like deep well injection, trucking, and holding pond storage.
“For every barrel of oil extracted, three to ten barrels of produced water come to the surface. We built our systems to handle every drop.”
How Our Produced Water Evaporation Process Works
The way we fracture water molecules into microscopic droplets is what sets our technology apart. Our proprietary atomization process spins produced water through precision-engineered components at extremely high rotational speeds, breaking the liquid into a fine water vapor with an optimized droplet spectrum. This water vapor disperses into the surrounding atmosphere, where natural wind currents and ambient heat drive rapid evaporation. The process is remarkably cost-effective compared to alternatives because it leverages environmental energy rather than relying exclusively on thermal inputs from fuel-burning equipment.
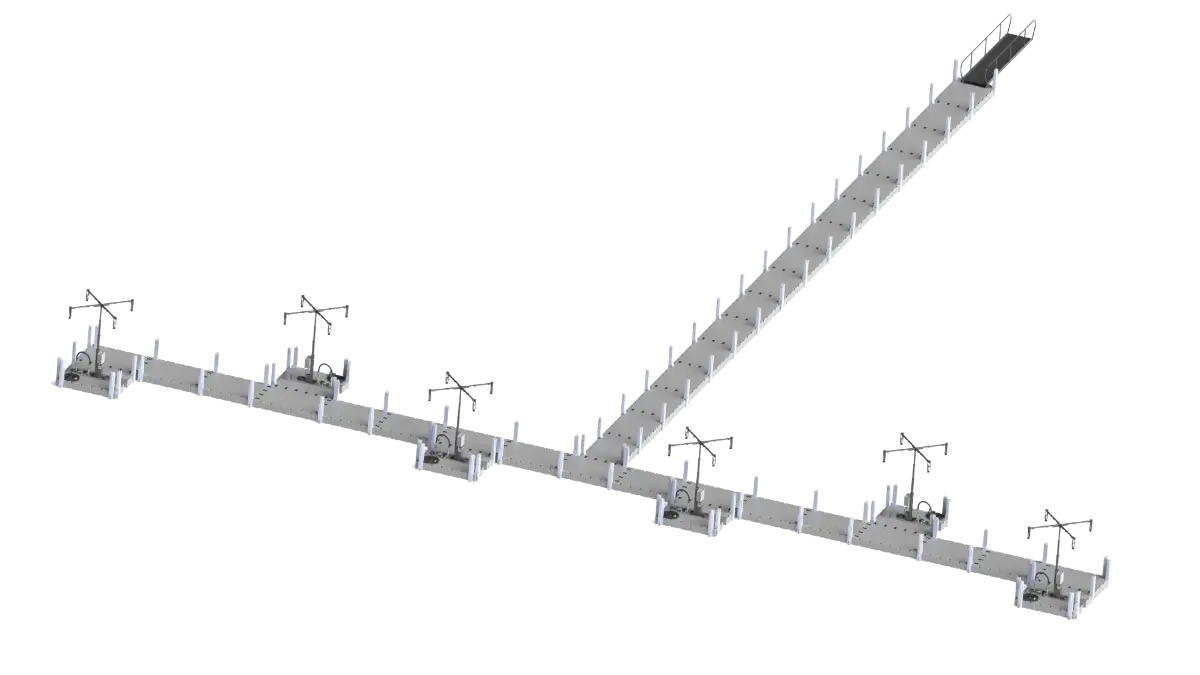
As a U.S. Florida, Arizona, and Colorado based designer, manufacturer, and global distributor, we have engineered multiple models within our proprietary line of evaporation equipment to serve both high-volume and lower-volume applications. Whether an operator needs to process thousands of barrels per day from an active drilling pad or manage residual produced water from a stripper well, we offer configurations that scale appropriately. Detailed specifications for our flagship unit can be found on the Gladiator 80 product page, which outlines its capabilities for demanding field conditions.
Applications Across the Energy Sector and Beyond
Produced water evaporation is critical across numerous upstream and midstream operations. Unconventional shale plays generate massive volumes of flowback and produced water that must be managed throughout the life of each well. Conventional production sites, coalbed methane operations, and enhanced oil recovery projects all produce brine streams with varying chewater vaporry profiles. Our Gladiator series enhanced evaporation equipment is designed for Mining, Oil and Gas, Municipal, Chemical, and all other types of related industrial process wastewater verticals, making it adaptable across multiple sectors.
Deep well injection capacity is becoming limited in many basins due to induced seismicity concerns, while trucking costs continue to climb with fuel prices and driver shortages. Enhanced mechanical evaporation provides a viable on-site alternative that reduces truck traffic, eliminates injection well dependency, and minimizes environmental liability. Our equipment is proudly designed and manufactured in the USA, and we distribute through an international network of independent dealers, strategic partners, and distributors to ensure operators everywhere have access to dependable support.
Why Operators Choose Our Systems for Produced Water
Selecting the right evaporation technology requires evaluating several critical performance factors. We offer the most efficient equipment with the least amount of maintenance, which translates directly to lower total cost of ownership over the system’s operational life. Key advantages include:
The Future of Produced Water Management
Industry trends point toward tightening regulations and increasing water recycling mandates, but the reality is that not all produced water is suitable for beneficial reuse. Hypersaline brines with extreme TDS levels often cannot be economically treated to meet reuse or discharge standards. Enhanced evaporation fills this critical gap, providing a permanent volume reduction solution. At Evaporation King, our commitment to innovation means we continuously refine our atomization technology to deliver greater throughput and reliability. Wastewater Solved.

